传统的五金压铸工艺主要由四个步骤组成,即高压五金压铸。这四个步骤,包括模具制作、模具填充、注射和落砂,也是各种改进的五金压铸工艺的基础。在制备过程中,需要将润滑剂喷射到模具型腔中。润滑剂不仅有助于控制模具的温度,还有助于铸件的脱模。然后,合模,将熔融金属以10~175MPa左右的高压注入模具。当熔融金属被填充时,压力将一直保持到铸件凝固。然后推杆推出所有铸件。由于模具中可能有多个型腔,因此在每个铸

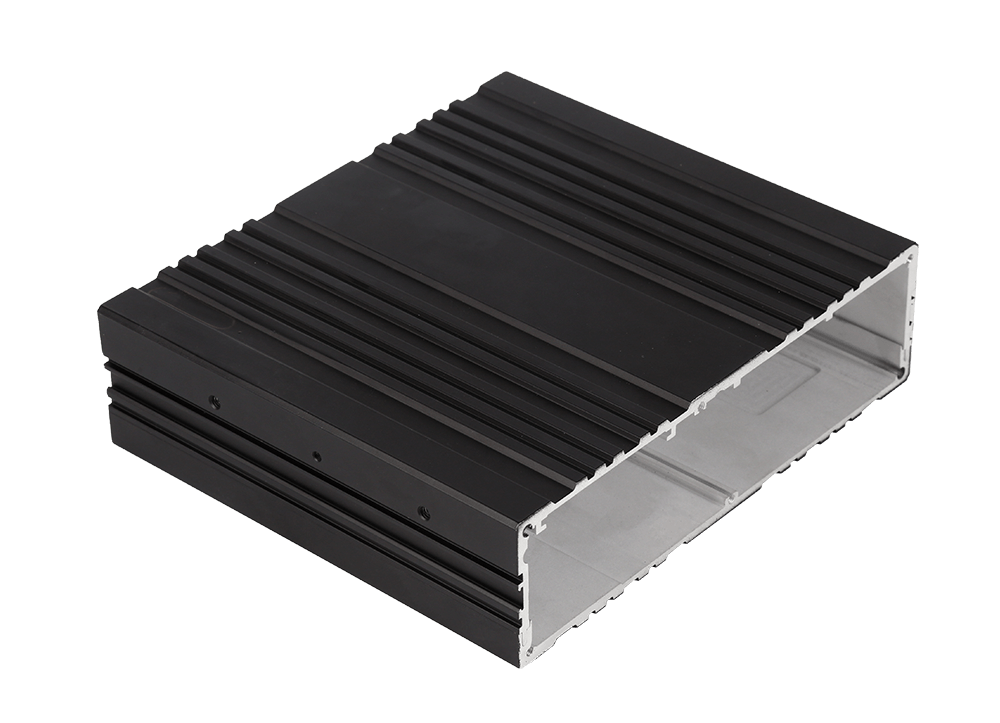
五金压铸是一种金属铸造工艺,其特点是利用模具的内腔对熔融金属施加高压。模具通常由强度更高的合金制成,这种工艺有点类似于注塑成型。大多数五金压铸件是不含铁的,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。根据压铸的类型,需要冷室压铸机或热室压铸机。铸造设备和模具成本高,所以五金压铸工艺一般只用于大批量产品的大批量生产。制造五金压铸件比较容易,一般只需四个主要步骤,单次成本增量非常低。五金压铸特别适合制

五金压铸模具钢技术要求1、高抗回火、耐热和冷疲劳大批量连续生产的五金压铸模具在一定条件下应始终保持高韧性,不粘模,不会产生氧化层。因此,模具应具有良好的抗氧化和回火稳定性。五金压铸模具表层不断加热和冷却,不断膨胀和收缩,形成交变内应力,超过模具钢的弹性极限,不断塑性变形,引起热疲劳。2、具有足够的抗压强度、强度、塑性和耐温性五金压铸模具在注入熔融金属时,由于高温、高电压和内应力,很容易变形甚至开裂

五金压铸过程注意的几个点1、几何图形五金压铸件的外观、规格、设计需要抵消;规格偏差、拉伸应变、变形等。表面缺陷:压片外观不良,有线条、气痕、保冷、移位点、缺肉、毛刺、缩痕、挫伤等。内部组织的缺点:气孔、缩松、铸造缺陷、裂纹、夹杂物等。内部组织和物理性能不符合要求。2、压力因素(1)五金压铸机原因:五金压铸机的特点,所提供的动能是否能达到所要求的压射标准:压射力、压射率、锁模力是否足够。五金压铸工艺
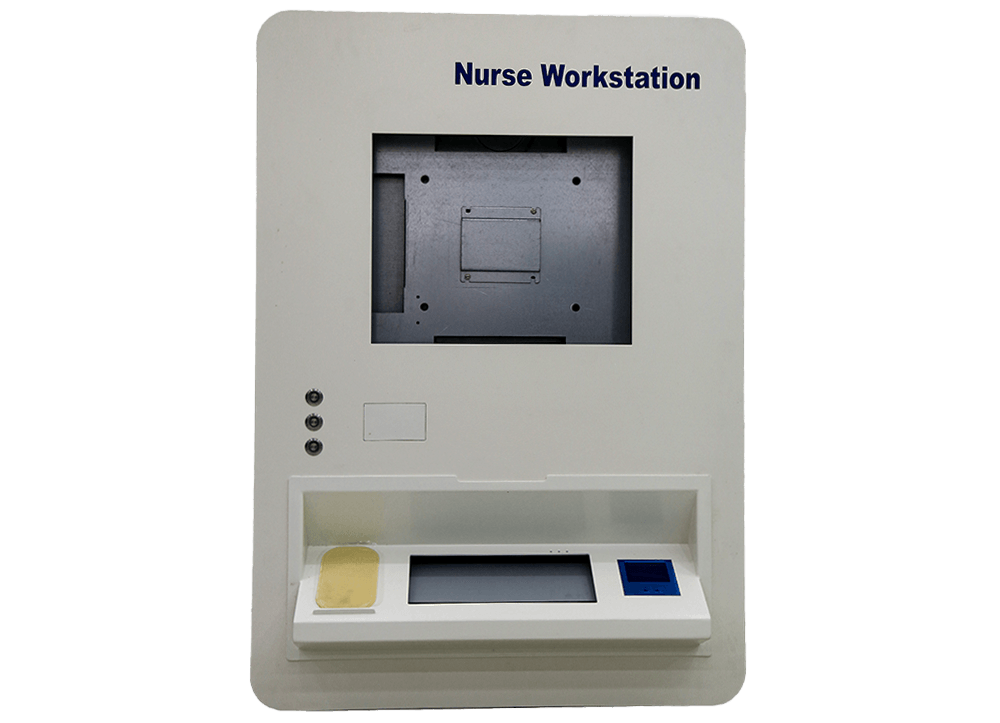
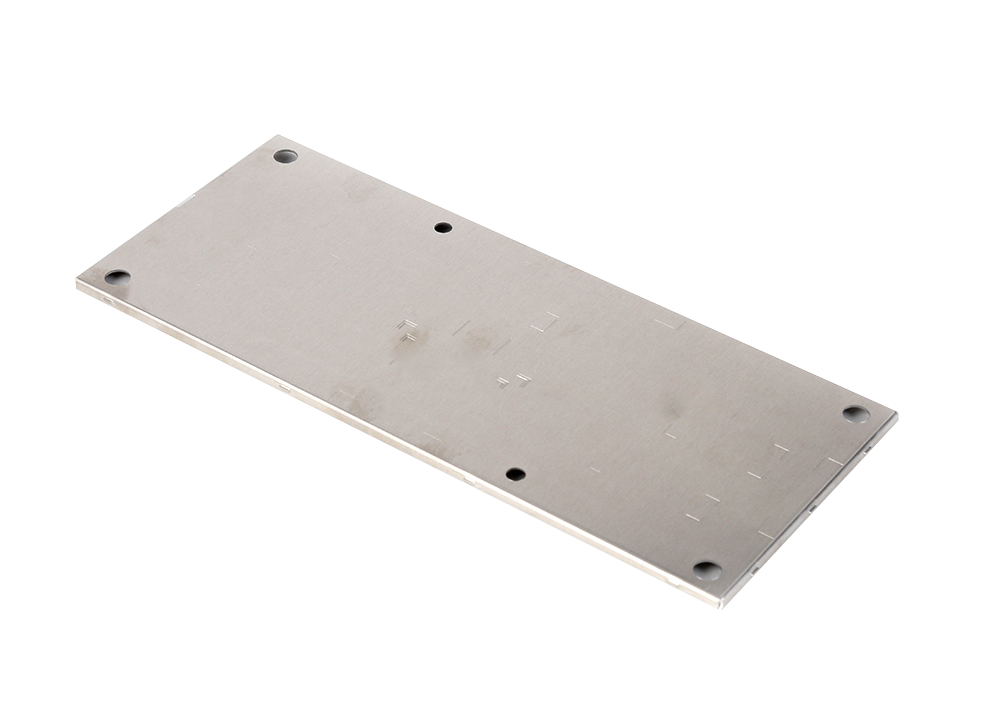
随着时间的流逝,时代不断进步,而当今社会的产品,无论是天上飞的,地上跑的,医疗器械,常用的电子产品,都离不开从定制加工。目前精密五金压铸的用途可以说是非常广泛。精密加工是在原有传统加工的基础上对工艺进行优化改进,更符合当今时代精密产品的使用。精密五金压铸条件的改善,既满足了市场需求,又增强了国力的发展。精密五金零件的加工工序较多,很多零件需要折弯。为什么在加工过程中折弯时毛坯孔的位置会发生变化?是
产品中心

关于我们
应用案例
服务支持
新闻中心


























 EN
EN



 相关新闻
相关新闻 相关产品
相关产品