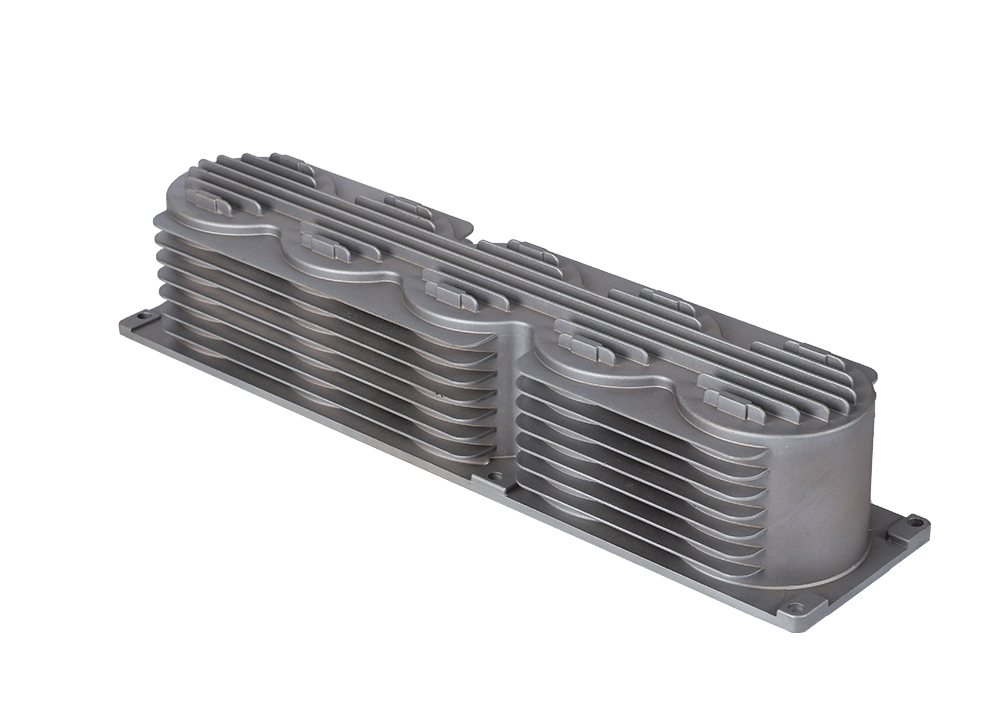
在五金压铸模具厂使用时,模具表面会有温差。温差有时会引起热应变。如果多次重复这种热应变,则会在锌铝合金五金压铸件表面产生残余应力。在大多数情况下,这种残余应力是拉应力,会导致五金压铸模具产品出现热裂纹。如果能消除应力,就能降低残余拉应力,从表面上获得提高此类产品使用寿命的效果。了解到锌铝合金五金压铸产生的热裂纹是应力引起后,通过研究找到了相应的解决方案,即经过一段时间的模具试验,如五金压铸1000

1、热疲劳开裂损伤在五金压铸生产过程中,模具反复受到冷冲击和热的作用,使成型面与其内部变形,从而相互牵连,造成反复的热应力,造成结构损伤和韧性降低,造成微裂纹并不断膨胀。裂纹扩展后,熔化的金属推入其中,增加重复的机械应力,加速裂纹扩展。因此,一方面,在五金压铸开始时,模具必须充分预热。此外,五金压铸过程必须保持在一定的工作温度范围内,以避免早期开裂失效。同时,一定要保证模具制造过程之前和过程中的内
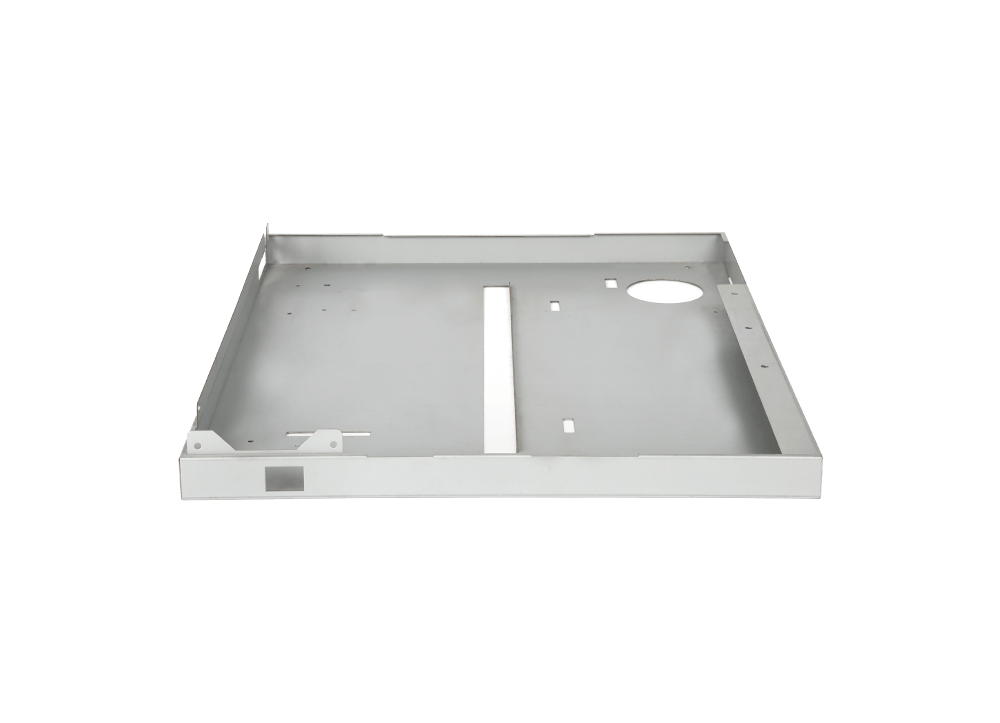
一般来说,塑料零件的注塑生产完成后,将进行表面处理操作,如喷漆、丝网印刷和电镀,这些表面处理操作对外观几乎苛刻。现在我将给大家概括描述一下在五金喷粉中遇到的一些现象,以供大家理解。1、颗粒化原因:作业现场脏污,灰尘混入油漆;油漆制备时间过长,油漆和固化剂产生了共聚物颗粒;喷枪出油量太小,气压太高,导致油漆雾化不良或喷枪离物体表面太近。2、垂直流动原因:稀释剂过多会使油漆粘度过低,失去粘度;出油量太
五金喷粉操作注意点1、喷涂压力:传统喷枪为4.0bar,RP喷枪为2.5bar,HVLP喷枪为2.0bar。2、喷涂距离:传统喷枪18~23cm、RP喷枪15~23cm,HVLP喷枪13~17cm。3、调整喷洒空气压力最大雾化:喷涂气压调节旋钮位于枪体的平行位置,当喷涂气压调节按钮顺时针旋转时,喷涂气压降低;最小雾化:喷涂气压调节旋钮位于枪体的垂直位置,当逆时针旋转喷涂气压调节按钮时,喷涂气压升高

首先用气枪吹走产品表面的垃圾(手动)---对有缺陷(如凹陷)的产品进行抛光和抛光(手动)---挂起(手动)---脱脂和脱脂---酸洗---清洗---磷化---粉末喷涂---烘烤(干燥)---挂下(手动)---检查包装(手动)厚度粉末喷涂的检验包括测厚仪和抗冲击试验1、五金喷粉和喷漆的预处理:脱脂水洗酸洗15-30min(盐酸和硫酸)水洗中和水洗表面调理磷化(皮肤接触)15-30分钟要求:金属表面应
产品中心

关于我们
应用案例
服务支持
新闻中心


























 EN
EN



 相关新闻
相关新闻 相关产品
相关产品