



表面粗糙度:由小间隔高峰小时组成的精细五金加工表面的外部经济几何特征。非标准硬件加工的关键是在精细加工中通过专用工具的轨迹产生的,波长与波长的比值一般超过1:50。 表面波纹度:宏观几何误差值与表面粗糙度之间的几何偏差。这主要是由专用工具的向上移动和摆动引起的。波长与波长的比值一般为1:50至1:1000。 表面加工纹理:表面外部经济结构的具体取向在于用于生产表面的详细加工方法,即主要
冲压精密硬件加工应用于许多领域。精密硬件加工的表面处理方面是什么? 五金加工:表面生产加工可分为:五金喷漆加工、电镀加工、表面抛光生产加工、五金蚀刻生产加工。 1.涂装加工:目前,精密五金加工制造商已在重型五金产品的生产中使用涂装加工。根据涂装工艺,五金件可以防止腐蚀,如日用电器、家用电器外壳、艺术品等。 2、电镀工艺:电镀工艺也是五金加工中较为常见的制造工艺。根据现代生产工艺,五金
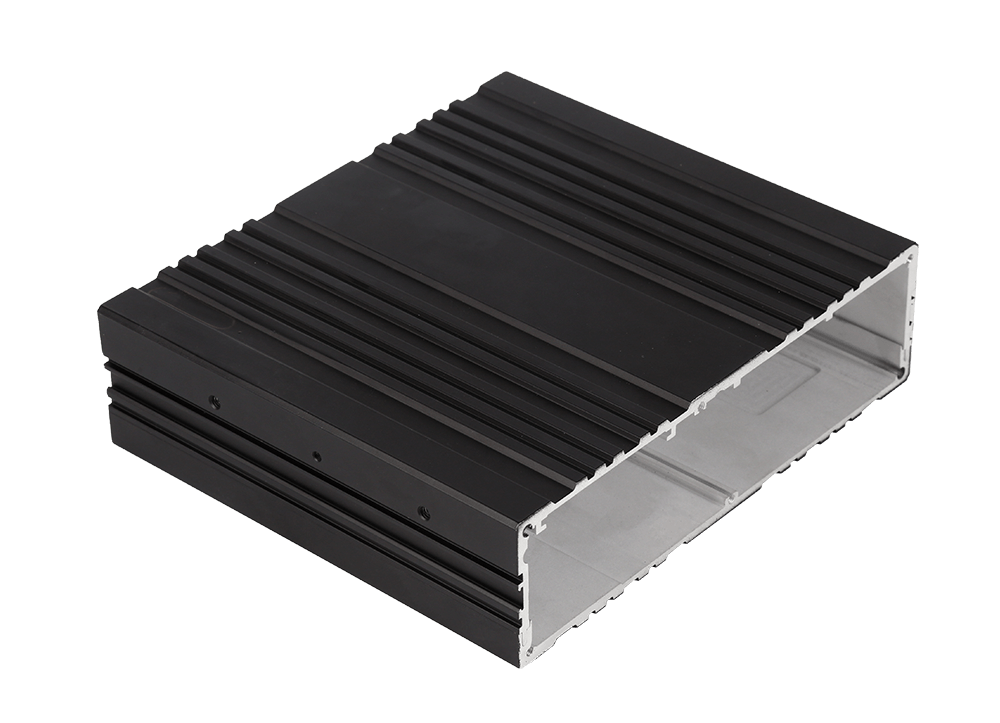
精密五金加工厂生产各种各样的精密五金,销售市场上的五金加工产品质量也参差不齐。因此,提高警惕并选择合适的产品非常重要! 1.冲压件生产制造高效,实际操作方便,便于完成机械自动化技术。这是因为冲压过程是在冲压模具和冲压机床的帮助下进行的。通常,压力机的行程安排频率可以达到每分钟几十次,快速工作压力可以达到每小时数百次甚至超过1000次,并且很有可能为冲压模具的每个行程安排获得冲压零件。
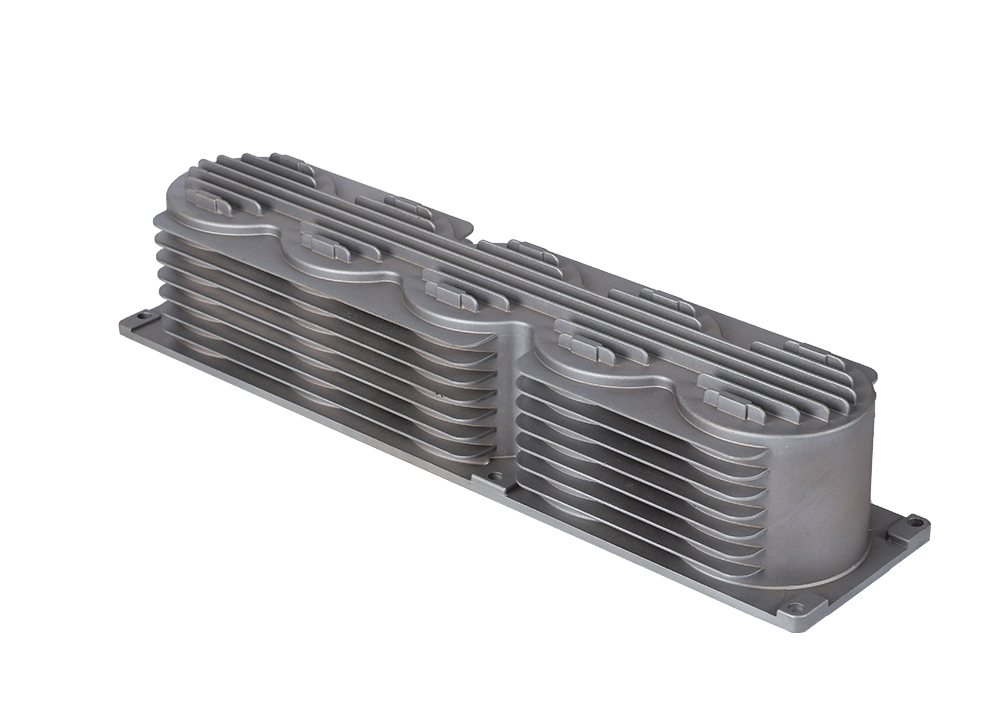
硬质合金也是五金精密零件制工作中常用的零件原材料之一。其强度和耐磨性高于所有其他类型的模具钢,但其拉伸强度和韧性较差。作为金属冲压模具的组成部分,硬质合金进一步提高了模具的使用寿命,但模具的工程成本也远高于其他材料的成本。 用作模具的硬质合金是钨钴合金。对于低冲击和高耐磨性的模具,可以使用钴含量低的硬质合金;对于高冲击的模具,可以选择钴含量高的硬质合金。 为了更好地改善硬质合金的韧性差
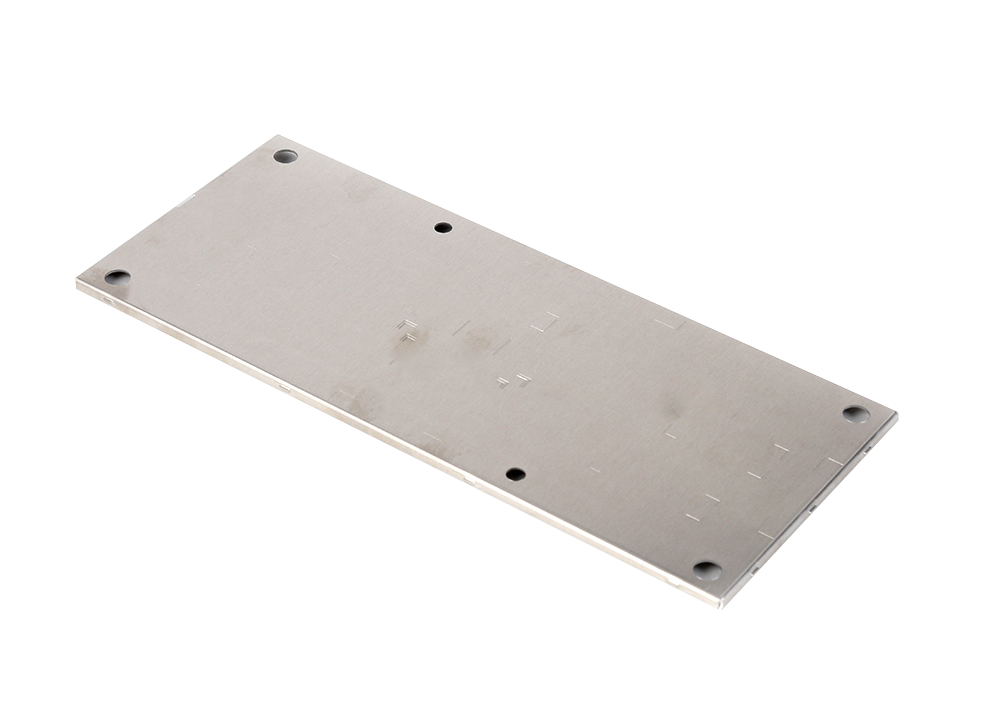
冲压五金件处理部分是一个简单的冲裁和冲压部分,它有三种处理方案: 1、选择2套单流程模具,先下料,再冲孔; 2.生产制造选用复合模,冲压采用冲裁复合模; 3.选择冲压模具并继续冲压和下料。 对于这些类型的冲压件加工方案,冲压五金件加工厂的工艺和技术人员应该如何选择? 首先,以下方案1:单工艺流程模具结构简单,但必须有两个工艺流程和两对模具外壳。这种加工方法生产率低,零件精度低,不
产品中心

关于我们
应用案例
服务支持
新闻中心


























 EN
EN



 相关新闻
相关新闻 相关产品
相关产品













